



Poprzedni post
W masowej produkcji mebli biurowych i mebli biurowych na wymiar wydajność obróbki CNC (komputerowego sterowania numerycznego) bezpośrednio determinuje cykle dostaw i marże zysku.
Nadmierne wahania gęstości płyty, niewystarczające wiązanie wewnętrzne i niestabilna wilgotność prowadzą do „ukrytych strat”, takich jak częste zużycie narzędzi, zwiększone ryzyko wykruszania krawędzi, niestabilne trzymanie przyssawki i odrywanie się obrzeży – źródłem tych problemów nie jest warsztat fabryki mebli, ale zgodność partii z partią podłoża.
Technologia: technologia Yako

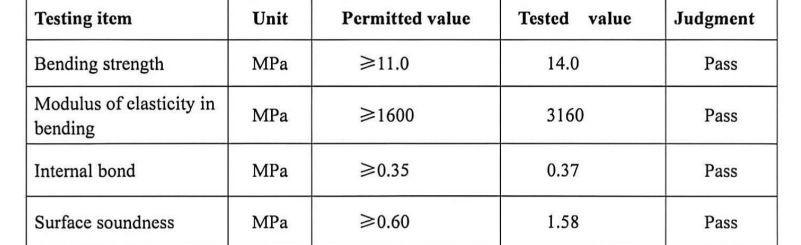
YAKCO Podłoże z płyty melaminowej zapewnia przewidywalne okno procesu dla obróbki CNC w fabryce mebli z trzema punktami danych z raportu z testów: gęstość 0,72 g/cm3 (wahania ± 0,02), zawartość wilgoci 5,3% (wahania ± 0,5%) i wiązanie wewnętrzne 0,37 MPa.
W poniższych sekcjach omówiono, z punktu widzenia przetwarzania, jak stabilne podłoże przekłada się na większe prędkości podawania, mniejszą ilość odpadów i mniejszą liczbę zmian w konfiguracji maszyny.
1.Gęstość 0,72±0,02: „stabilizator” trwałości narzędzia i posuwu
Dane testowe: Gęstość 0,72 g/cm3 (norma krajowa 0,60–0,90), wahania między partiami kontrolowane w zakresie ±0,02
W obróbce CNC frezy i wiertła są niezwykle wrażliwe na zmiany gęstości płyty. Kiedy gęstość nagle wzrasta, zwiększa się obciążenie narzędzia, przyspiesza zużycie, a nawet mogą wystąpić odpryski. Gdy gęstość nagle maleje, płyta staje się lokalnie luźna, co powoduje szorstkie powierzchnie cięcia i mechacenie krawędzi.
Kiedy gęstość podłoża pozostaje stabilna w wąskim przedziale 0,72±0,02 w długim okresie, fabryki mebli mogą:
Ustaw stałe posuwy i prędkości wrzeciona – nie ma potrzeby ponownego debugowania parametrów dla każdej partii.
Wydłużenie cykli wymiany narzędzi – stabilna gęstość oznacza stały opór skrawania, równomierne zużycie narzędzia i brak nieoczekiwanych odprysków na skutek wahań gęstości.
Ogranicz wyciek powietrza z przyssawki – płyty o jednakowej gęstości mają większą płaskość powierzchni, przyssawki próżniowe trzymają się stabilnie, a płyta nie przesuwa się podczas obróbki.
Porównanie zmierzone: Fabryki mebli korzystające z podłoża YAKCO donoszą, że trwałość narzędzi wzrasta o około 20% przy tej samej obróbce wsadowej, a liczba przestojów maszyn w celu regulacji ze względu na wahania gęstości spada prawie do zera.
2. Wilgotność 5,3% ± 0,5%: Brak kruchości zimą, brak rozszerzalności latem
Dane testowe: Zawartość wilgoci 5,3% (norma krajowa 3,0%–13,0%), wahania między partiami ±0,5%
Gdy zawartość wilgoci jest zbyt wysoka, podczas obróbki CNC powstają lepkie wióry, które blokują kanały odprowadzania wiórów, a po oklejeniu krawędzi klejem topliwym płyta może się później skurczyć i utworzyć „białe linie”.
Gdy zawartość wilgoci jest zbyt niska, płyta staje się krucha, powodując poważne odpryski krawędzi podczas rowkowania i wiercenia.
5,3% mieści się w „złotym zakresie o niskim skurczu i pęcznieniu”. W północnym sezonie grzewczym (bardzo niska wilgotność otoczenia) płyta nie traci nadmiernej wilgoci i nie staje się łamliwa, co zapobiega odpryskiwaniu krawędzi.
Podczas południowej pory deszczowej płyta nie wchłania wilgoci i nie rozszerza się, co zapobiega przekroczeniu tolerancji wymiarów wpustów.
Niezwykle wąskie wahania wynoszące ±0,5% oznaczają, że w przypadku tego samego zamówienia produkowanego w różnych porach roku, parametry przetwarzania nie wymagają korekty ze względu na sezonowe zmiany wilgotności.
Praktyczna wartość dla fabryk: zmniejszona częstotliwość wykonywania odprysków na krawędziach w zimie, mniej reklamacji na awarie obrzeży w lecie i brak konieczności rozdzielania partii według zawartości wilgoci w przypadku przesyłek międzyregionalnych (ze wschodnich Chin do północno-wschodnich lub południowych Chin).
3. Wiązanie wewnętrzne 0,37 MPa: Brak „fuzowania” podczas wiercenia i rowkowania
Dane testowe: Wiązanie wewnętrzne 0,37 MPa (norma krajowa ≥0,35 MPa)
W obróbce CNC jakość krawędzi otworów blokujących, otworów w puszce zawiasów, rowków przelotowych itp. bezpośrednio odzwierciedla wewnętrzną siłę wiązania podłoża. Płyty z niewystarczającą przyczepnością wewnętrzną wykazują „zmechacenia” na ściankach otworów i sproszkowanie krawędzi po wierceniu, co prowadzi do niestabilnego momentu obrotowego wkrętu i luźnego montażu zawiasów.

0,37 MPa może wydawać się tylko 0,02 MPa wyższe od normy krajowej, ale margines ten objawia się w obróbce z dużymi prędkościami w postaci: gładkich ścianek otworów, które nie wymagają dodatkowego przycinania; wstępnie zamontowane nakrętki do złączy trzyczęściowych nie obracają się po montażu; a spód długich rowków nie wykazuje rozwarstwień po cięciu.
W przypadku fabryk produkujących na dużą skalę to 0,02 MPa oznacza dziesiątki mniej desek złomowanych w jednej partii z powodu wad obróbki.
4. „Wartość dodatkowa” kontroli w wąskim oknie: Zero oczekiwania podczas zmiany partii
Podłoże YAKCO kompresuje zakresy gęstości, zawartości wilgoci i wiązania wewnętrznego pomiędzy partiami do niezwykle małego zakresu.
W przypadku fabryk mebli najbardziej bezpośrednie doświadczenie jest takie: panele z różnych dat produkcji korzystają z tego samego programu CNC, tego samego ustawienia temperatury oklejania krawędzi i tego samego nacisku przyssawki – bez konieczności regulacji.
W przypadku dużych projektów inżynieryjnych tysiące paneli dekoracyjnych może zostać dostarczonych w 3–5 partiach. Jeśli wskaźniki podłoża znacznie się wahają, fabryka musi ponownie przyciąć, ponownie dostosować parametry i ponownie ustawić temperaturę oklejania krawędzi dla każdej partii, co łącznie marnuje dziesiątki godzin.
Sterowanie w wąskim oknie YAKCO sprawia, że zmiany partii stają się płynne.
5. Walidacja inżynieryjna: Dane porównawcze z fabryki mebli na zamówienie
Fabryka mebli na zamówienie we wschodnich Chinach, produkująca 100 000 zestawów szafek rocznie, przeszła na podłoże YAKCO i odnotowała dane porównawcze w okresie trzech miesięcy :

Współczynnik odpryskiwania krawędzi: zmniejszony z 1,2% do 0,3%.
Średnie miesięczne zużycie narzędzi: spadło z 45 do 36 (redukcja o 20%).
Liczba poprawek związanych z oklejaniem krawędzi: liczba reklamacji związanych z „białymi liniami” wynikającymi ze skurczu płyty spadła o 70%.
Czas konfiguracji maszyny CNC: skrócony z około 8 godzin miesięcznie do 1,5 godziny.
Kierownik produkcji w fabryce skomentował: „Kiedyś najbardziej obawialiśmy się, że różne partie tektury będą miały różną gęstość.
Teraz dzięki płytom YAKCO prawie nie musimy dostosowywać programu – wystarczy załadować i gotowe.”
Wniosek: Stabilność podłoża to „ukryty silnik” wydajności fabryki mebli
Wartość YAKCO Podłoże z płyty melaminowej leży nie tylko w doskonałych liczbach w raporcie z testów, ale jeszcze bardziej w warsztacie fabryki mebli: mniej przestojów i regulacji maszyn, dłuższa żywotność narzędzi, odpryski na dolnej krawędzi i krótsze cykle dostaw.
Gęstość 0,72, wilgotność 5,3, wiązanie wewnętrzne 0,37 – te trzy punkty danych nie są laboratoryjnymi parametrami akademickimi, ale „pewnością” każdego przejścia cięcia na maszynie CNC.

Kiedy właściciele fabryk mebli obliczają roczne straty, podłoże o wąskim oknie YAKCO stopniowo, jedna po drugiej, eliminuje te „ukryte straty”.
YAKCO specjalizuje się w badaniach i rozwoju oraz produkcji Płyta pokryta melaminą .
Dzięki obszarowi fabrycznemu o powierzchni 50 mu i ponad 30 liniom prasującym oraz niezależnej kontroli jakości w całym łańcuchu od podłoża do powierzchni dekoracyjnej, YAKCO zapewnia rozwiązanie w zakresie substratów „stabilne przetwarzanie i wydajna wydajność” dla przedsiębiorstw produkujących meble.
Dowiedz się o produktach: Płyta pokryta melaminą





